热点资讯
行业新闻
推荐信息
16mn钢管-24.5*1.7精密合金管厂家
文章来源:ktjmgg
发布时间:2024-10-26 22:23:05
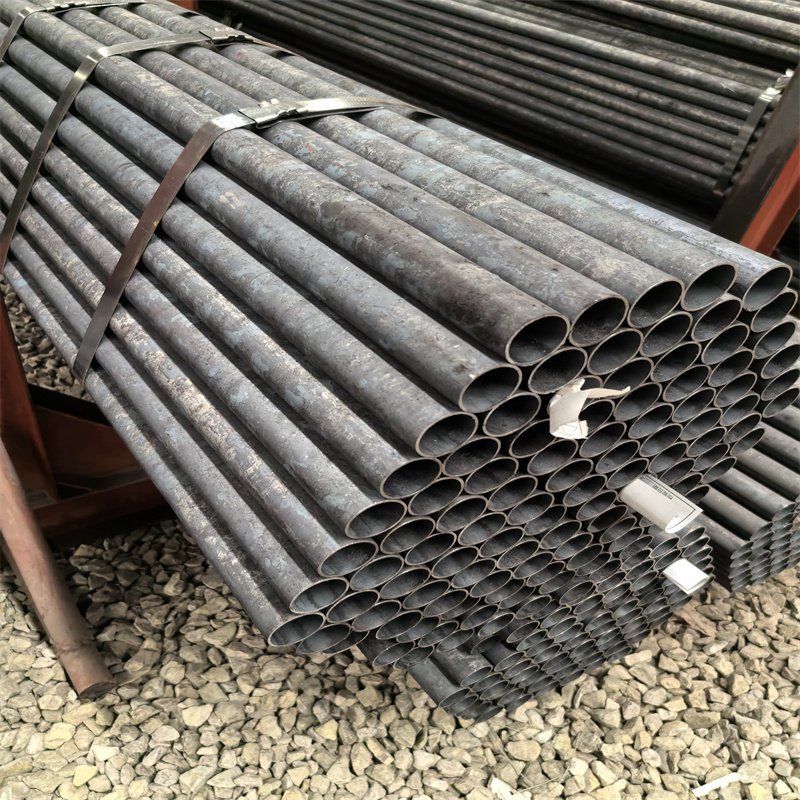
16mn钢管-(24.5*1.7)精密合金管厂家
无缝钢管的过程包括以下具体步骤:
备料:准备合格的管坯,并对管坯进行和切割;
加热:将管坯加热到一定温度,以方便进行穿孔和轧制;
穿孔:使用穿孔机将加热后的管坯穿孔,形成毛管;
轧管:将毛管在高温下进行轧制,使其形状和尺寸达到要求;
定径:使用定径机对钢管进行精,提高钢管的尺寸精度;
冷却:将钢管冷却到一定温度,并进行矫直;
质检:对钢管进行质量检验,包括尺寸、表面质量、性能等方面的检测。
在过程中,需要特别注意以下几点:首先,管坯的质量直接影响到 终产品的质量,因此必须选用合格的原材料;其次,穿孔和轧制是关键工艺步骤,需要严格控制温度、压力等参数; ,定径和冷却过程中,要保证钢管的直线度和表面质量。
精密合金管厂家一般.15~.38mm厚的板带为一般薄板,.7~.25mm厚的为较薄薄板,.25~.5mm厚的板带为极薄薄板,这些产品用热轧方法是不可能生产的。从厚度精度上看,现代热连轧厚度精度通常为±5m,而现代冷连轧板厚精度高达±5m,比热轧厚度精度高1倍。从板形方面看,热轧板带平直度为5I(1I单位=1-5相对长度差),而冷轧板特别是现代化的宽带钢冷轧机轧制的带钢,其平直度能控制在5~2I以内。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛。
16mn钢管-(24.5*1.7)精密合金管厂家
将无缝钢管的工艺进行比较,则前者的优势在于:
①无缝钢管的工艺决定其残余应力要大于无缝钢管,因无缝钢管采用整体扩径工艺,残余应力接近零,而螺旋管不能到这一点;
②无缝钢管焊缝错边量大多在1.1~1.2mm范围内,标准要求错边量要小于壁厚的10%,对于薄壁管,错边量很难达到标准要求,而无缝钢管不存在此问题;
③ 与无缝钢管相比,螺旋管焊缝流线较差,应力集中现象严重;
④无缝钢管热影响区大于无缝钢管,而热影响区是焊管质量的关键;
⑤无缝钢管几何尺寸精度差,给现场施工,如对口、焊接带来一定困难;
⑥ 同样管径,螺旋焊管可能达到的厚度远小于无缝钢管,如无缝钢管板厚一般为6~25mm, 厚可达45mm,而螺旋管壁厚只能达到18mm;
⑦ 无缝钢管焊缝比螺旋管缩短60%,焊缝缺陷出现概率低;
⑧ 无缝钢管母材为单张控轧钢板,可进行 无损探伤,而螺旋管母材为热轧钢板卷,不能到 的无损探伤;
⑨ 无缝钢管采用先成型后焊接的工艺,在焊接前有条件检查成型缝的质量,焊缝的间隙、坡口、错边等可检测,而螺旋管采用边成型边焊接的工艺,即使在焊接进程中发现有错边、缝等缺陷也很难随时停机,可见无缝钢管的焊接质量要优于螺旋管[2]。
因此,无缝钢管的工艺质量综合性能要忧于螺旋管。目前国内无缝钢管的生产情况是:公称直径DN400及其以下为高频电阻焊无缝钢管,公称直径DN400以上为直缝双面埋弧焊无缝钢管。对于直缝双面埋弧焊无缝钢管,按成型工艺的不同,共有UOE、JCOE、HME、RBE和PFP等五种成管方式,以前两者 为常见。由于UOE成型焊接无缝钢管生产线的成型设备技术含量高,生产效率高,成型工艺较简单,成型好,成型后焊接应力小;且由于生产中采用水压整体扩径,可有效消除无缝钢管内应力,提高了管材的强度和尺寸精度,所以质量优于JCOE成型焊接无缝钢管。
精密合金管-16mn钢管根据这种猜测,21年我国铁合金的总产值比较于29年也将呈现5%~1%的添加。我国铁合金产品仍将以内销为主,出口局势将好于29年。我国的影响拉动方针仍将持续发挥效果,除对大宗铁合金产品坚持安稳的需求外,对特殊铁合金产品包含精粹产品的需求将大于29年。钢铁商场需求的好转将使我国铁合金产品出口压力有所缓解,但增值的预期和国外反倾销的维护等或许导致的不确定要素将使我国铁合金出口局势愈加严峻。
上一篇:贺州玻纤胎沥青瓦铺法图纸
下一篇:pvc柔性防水卷材供应